新聞資訊
怎樣做好焊縫檢測?這樣做就對了
追求品質、精益求精是正誠檢測一如既往的追求,更是對客戶的承諾
做好細節,把握質量,是正誠對每一件產品的態度


焊接檢驗按方法可分為破壞性檢測、非破壞性檢測、無損檢測。
其中無損檢測中有幾項較為重要的項目今天小編就給大家解讀下:
1
目 視 檢 測
概述:目視檢測是一種常用的檢驗方法,它以肉眼觀察為主,必要時利用放大鏡、量具及樣板等對目視尺寸和焊縫表面質量進行全面檢查。焊縫的目視檢查主要通過量規或其他輔助工具來測量所謂的焊縫幾何偏差,例如:蓋面層余高過大、根部高度過大或表面的 不規則性,入咬邊、接頭缺陷、飛濺等。輔助工具和量規的精準度必須符合要求的公差值。

目視檢測標準等級
對于焊縫目視檢測的應用標準和等級要求應滿足ISO17635標準附錄A中的要求,如下表所示:

2 滲 透 檢 測

滲透檢測是一種以毛細管作用原理為基礎的檢查表面開口缺陷的無損檢測方法。
滲透檢測可用來檢測延伸至表面的開口缺陷,入氣孔、裂紋、起皺、折疊等,主要用來檢查金屬材料,也可用來檢查其他非金屬材料,前提是這種材料不是多孔性材料。
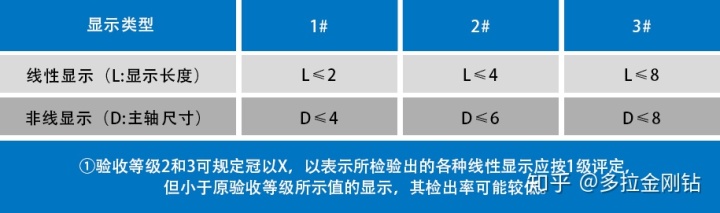
滲透檢測的顯示評定在滲透檢測中將缺陷顯示分為線性和非線性,線性顯示是指長寬比大于3的顯示,非線性顯示是指長寬比小于等于3的顯示。在標準ISO23277中規定了焊縫顯示的允許極限,見下表:
3 磁 粉 檢 測
磁性檢測主要適用于檢驗鐵磁性材料焊縫的表面與近表面缺陷,例如碳鋼或低合金鋼表面的焊接裂紋、疲勞裂紋與應力腐蝕裂紋等。
磁粉檢測的標準
ISO17638:2003焊縫無損檢測——磁粉檢測
ISO2009焊接接頭的磁粉檢測——驗收等級
檢測原理鐵磁質工件被磁化后產生感應線,當工件表面或近表面存在的缺陷與磁感應線成垂直或近于垂直角度時,磁感應線會在缺陷處溢出,從而產生磁場,漏磁場通過吸引施加在此處的磁粉,形成可見的缺陷磁痕,將缺陷的位置、形狀、和大小顯示出來。
檢測方法及程序
磁粉檢測方法根據磁化工件和施加磁粉、磁懸液的時機,分為連續法和剩磁法,其操作程序一般包括預處理、磁化、施加磁粉、磁痕的觀察、記錄、退磁、后處理等。
磁痕的觀察和評定
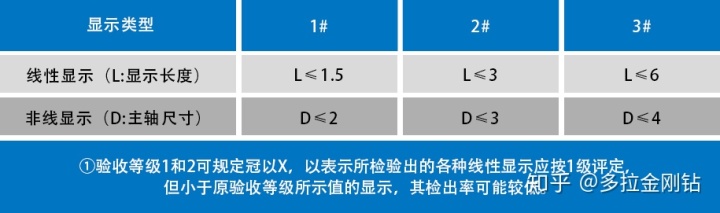
根據磁痕的長軸和短軸之比,小于等于3的缺陷磁痕為非線性顯示,大于3的缺陷磁痕為線性顯示,當一組磁痕中,檢具小于相鄰較小磁痕主軸尺寸的任何鄰近磁痕,應作為獨立的連續磁痕進行評定。檢測面寬度應包括焊縫和鄰近母材(兩側各10mm)其驗收等級見下表:
新聞資訊
- 清明放假/值班通知 04/03
- 2024年春節放假/值班通知 02/01
- 浙里建-工程質量檢測 06/26
- 端午節放假/值班通知 06/16
- 什么是廠房安全鑒定 06/02
聯系我們
QQ:214874532
手機:15356776819
電話:0577-88138421
郵箱:Contect@www.xayiyuehb.cn
地址:浙江省溫州高新技術產業開發區興平路27號第1-3層